Many factories buy “automatic powder coating lines” because they want higher output and better consistency. Then they find a hard truth: the line can be automatic, but the results can still be unstable. Thin edges show up. Rework stays high. Color change takes longer than production. The oven runs hot, but parts still fail.
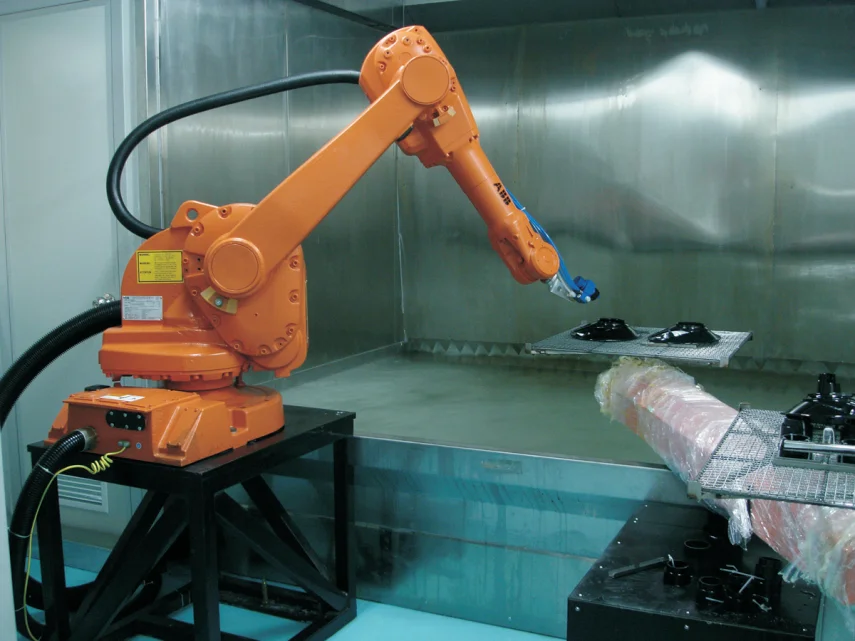
Automatic powder coating lines are conveyor-based finishing systems where parts move through pretreatment → dry-off → automated powder spray → cure → cooling/unload, with process timing and key parameters controlled so film thickness, appearance, and throughput stay consistent.
From our factory view at Ketu, “automatic” is not a decoration label. It is a production promise: stable takt, stable finish, stable delivery. To keep that promise, the line must match your order structure, and the engineering must focus on the real bottlenecks.
What Is a Powder Coat Line?
Some people define a powder coat line as “spray booth + oven.” That is a partial view. A real powder coat line is the full system that controls the process from surface condition to shipment condition.
A powder coat line is a connected production setup that prepares the part surface, applies powder by electrostatic spray, and cures it into a solid film, with controlled movement, airflow, grounding, and inspection so results repeat.
A typical powder coat line includes
- Loading / hanging (rack, jig, or conveyor)
- Pretreatment (degrease, rinse, conversion coating when needed)
- Dry-off oven
- Powder spray booth (manual or automatic) + recovery/filtration
- Curing oven
- Cooling, unloading, inspection, packaging
| What the line is trying to lock | Process area | What must stay stable | What happens if it drifts |
|---|---|---|---|
| Pretreatment | surface consistency | adhesion/corrosion failures | |
| Dry-off | no trapped water | pinholes, bubbles | |
| Racking/grounding | stable electrical path | thin edges, weak wrap | |
| Booth airflow | stable negative pressure | dust, powder loss, defects | |
| Cure | part temperature + time | under/over cure and rework |
This is why automatic lines succeed or fail based on system control, not only gun count.
Can Powder Coating Be Automated?
Yes, and it is widely automated. Still, the automation level must fit your production reality. A high-mix shop with frequent inserts can struggle if changeover and racking are not engineered.
Powder coating can be automated by using conveyors plus automatic guns on reciprocators or robots, with PLC control for line speed, spray recipes, airflow, and oven conditions, but automation only performs well when racking, grounding, changeover, and cure verification are engineered correctly.
When automatic is usually the right choice
- stable parts, few SKUs, similar sizes
- high volume that can feed the line every shift
- tight appearance and thickness consistency requirement
- pressure to reduce labor per part and rework
When “fully automatic” often disappoints
- high-mix production
- frequent color change
- large size range and frequent inserts
In those cases, the best answer is often a hybrid: stable conveyor backbone + changeover-friendly booth + manual or upgrade-ready spraying.
What Are Powder Lines?
“Powder lines” is a broad term. It includes different system types, not only fully automatic lines. I choose the type by order mix, color change frequency, and capacity target.
Powder lines are the different production system types for powder coating, such as batch lines, semi-automatic conveyor lines, and fully automatic lines, and each type balances flexibility, consistency, and unit cost differently.
| Main powder line types | Line type | Best fit | Biggest advantage | Common risk |
|---|---|---|---|---|
| Batch (rack/cart + booth + batch oven) | high-mix, small lots | maximum flexibility | SOP variation and handling damage | |
| Semi-automatic (conveyor + stable ovens/booth) | mixed production | stable flow and cleaner layout | racking/grounding bottleneck | |
| Automatic (reciprocators/robots) | few SKUs, high volume | best consistency and unit cost | idle time and slow changeover |
Many factories win by starting semi-automatic and upgrading spray automation when orders stabilize.
What Is the Process of Automatic Powder Coating?
The automatic process is not complicated. The stability comes from how each step is controlled. Below is the full process flow, plus the control focus that keeps output repeatable.
The automatic powder coating process is: load and rack → pretreatment and rinses → dry-off → automatic powder spray with recovery → curing → cooling → unload, inspect, and pack.
Step-by-step flow (factory control view)
1) Loading, racking, grounding
- Parts are hung on fixtures and connected to the conveyor.
- The key is a stable grounding path and clean contact points.
- If ground drifts, edges go thin and recesses stay light.
2) Pretreatment + rinses
- Spray or immersion cleaning prepares the base for adhesion and corrosion resistance.
- The key is consistency: chemistry, time, temperature, rinse quality.
- If pretreatment drifts, your rework rate becomes permanent.
3) Dry-off
- Dry-off removes hidden water in seams and cavities.
- The key is dry-through, not high air temperature.
- If water remains, you see bubbles and pinholes after curing.
4) Automatic powder spraying in the booth
- Guns on reciprocators or robots spray with repeatable motion.
- The key is a stable spray window: gun distance, angles, kV/current, powder flow, line speed.
- A stable recipe beats “more guns” almost every time.
5) Powder recovery and filtration
- Overspray is captured by cyclone + filters or cartridge filtration.
- The key is airflow balance and negative pressure, plus powder contamination control.
- If airflow is wrong, powder escapes, recovery drops, and defects increase.
6) Curing oven
- Parts are heated so powder melts, flows, and cures.
- The key is part metal temperature curve and effective time in the cure window.
- If you size the oven only by length, you risk under-cure or over-cure.
7) Cooling, unloading, inspection, packaging
- Parts cool before handling, then go through inspection and packing.
- The key is protecting the finish. Many “defects” are handling damage.
| The acceptance tests I always recommend | Test | What you record | What it protects |
|---|---|---|---|
| Thickness mapping | edges, backs, recesses | true coverage consistency | |
| Cure verification | part temperature vs time | performance pass/fail | |
| Continuous run | at least one full shift | drift and stability | |
| Color-change drill | minutes + contamination + powder loss | real uptime | |
| Defect library | photo + cause-action | fast troubleshooting |
Conclusion
Automatic powder coating lines work best when the line is matched to your order structure and engineered around racking/grounding, airflow and recovery, and part-temperature curing, so output stays consistent and unit cost drops over time.
matic Powder Coating Lines?
Many factories buy “automatic powder coating lines” because they want higher output and better consistency. Then they find a hard truth: the line can be automatic, but the results can still be unstable. Thin edges show up. Rework stays high. Color change takes longer than production. The oven runs hot, but parts still fail.
**Automatic powder coating lines are conveyor-based finishing systems where parts move through pretreatment → dry-off → automated powder spray → cure → cooling/unload, with process timing and key parameters controlled so film thickness, appearance, and throughput stay consistent.**
%[automatic powder coating lines](https://placehold.co/600x400 "Automatic Powder Coating Lines")
From our factory view at Ketu, “automatic” is not a decoration label. It is a production promise: stable takt, stable finish, stable delivery. To keep that promise, the line must match your order structure, and the engineering must focus on the real bottlenecks.
## What Is a Powder Coat Line?
Some people define a powder coat line as “spray booth + oven.” That is a partial view. A real powder coat line is the full system that controls the process from surface condition to shipment condition.
**A powder coat line is a connected production setup that prepares the part surface, applies powder by electrostatic spray, and cures it into a solid film, with controlled movement, airflow, grounding, and inspection so results repeat.**
%[what is a powder coat line](https://placehold.co/600x400 "What is a powder coat line")
**A typical powder coat line includes**
- Loading / hanging (rack, jig, or conveyor)
- Pretreatment (degrease, rinse, conversion coating when needed)
- Dry-off oven
- Powder spray booth (manual or automatic) + recovery/filtration
- Curing oven
- Cooling, unloading, inspection, packaging
**What the line is trying to lock**
| Process area | What must stay stable | What happens if it drifts |
|---|---|---|
| Pretreatment | surface consistency | adhesion/corrosion failures |
| Dry-off | no trapped water | pinholes, bubbles |
| Racking/grounding | stable electrical path | thin edges, weak wrap |
| Booth airflow | stable negative pressure | dust, powder loss, defects |
| Cure | part temperature + time | under/over cure and rework |
This is why automatic lines succeed or fail based on system control, not only gun count.
## Can Powder Coating Be Automated?
Yes, and it is widely automated. Still, the automation level must fit your production reality. A high-mix shop with frequent inserts can struggle if changeover and racking are not engineered.
**Powder coating can be automated by using conveyors plus automatic guns on reciprocators or robots, with PLC control for line speed, spray recipes, airflow, and oven conditions, but automation only performs well when racking, grounding, changeover, and cure verification are engineered correctly.**
%[can powder coating be automated](https://placehold.co/600x400 "Can powder coating be automated")
**When automatic is usually the right choice**
- stable parts, few SKUs, similar sizes
- high volume that can feed the line every shift
- tight appearance and thickness consistency requirement
- pressure to reduce labor per part and rework
**When “fully automatic” often disappoints**
- high-mix production
- frequent color change
- large size range and frequent inserts
In those cases, the best answer is often a hybrid: stable conveyor backbone + changeover-friendly booth + manual or upgrade-ready spraying.
## What Are Powder Lines?
“Powder lines” is a broad term. It includes different system types, not only fully automatic lines. I choose the type by order mix, color change frequency, and capacity target.
**Powder lines are the different production system types for powder coating, such as batch lines, semi-automatic conveyor lines, and fully automatic lines, and each type balances flexibility, consistency, and unit cost differently.**
%[what are powder lines](https://placehold.co/600x400 "What are powder lines")
**Main powder line types**
| Line type | Best fit | Biggest advantage | Common risk |
|---|---|---|---|
| Batch (rack/cart + booth + batch oven) | high-mix, small lots | maximum flexibility | SOP variation and handling damage |
| Semi-automatic (conveyor + stable ovens/booth) | mixed production | stable flow and cleaner layout | racking/grounding bottleneck |
| Automatic (reciprocators/robots) | few SKUs, high volume | best consistency and unit cost | idle time and slow changeover |
Many factories win by starting semi-automatic and upgrading spray automation when orders stabilize.
## What Is the Process of Automatic Powder Coating?
The automatic process is not complicated. The stability comes from how each step is controlled. Below is the full process flow, plus the control focus that keeps output repeatable.
**The automatic powder coating process is: load and rack → pretreatment and rinses → dry-off → automatic powder spray with recovery → curing → cooling → unload, inspect, and pack.**
%[automatic powder coating process](https://placehold.co/600x400 "What is the process of automatic powder coating")
**Step-by-step flow (factory control view)**
1) **Loading, racking, grounding**
- Parts are hung on fixtures and connected to the conveyor.
- The key is a stable grounding path and clean contact points.
- If ground drifts, edges go thin and recesses stay light.
2) **Pretreatment + rinses**
- Spray or immersion cleaning prepares the base for adhesion and corrosion resistance.
- The key is consistency: chemistry, time, temperature, rinse quality.
- If pretreatment drifts, your rework rate becomes permanent.
3) **Dry-off**
- Dry-off removes hidden water in seams and cavities.
- The key is dry-through, not high air temperature.
- If water remains, you see bubbles and pinholes after curing.
4) **Automatic powder spraying in the booth**
- Guns on reciprocators or robots spray with repeatable motion.
- The key is a stable spray window: gun distance, angles, kV/current, powder flow, line speed.
- A stable recipe beats “more guns” almost every time.
5) **Powder recovery and filtration**
- Overspray is captured by cyclone + filters or cartridge filtration.
- The key is airflow balance and negative pressure, plus powder contamination control.
- If airflow is wrong, powder escapes, recovery drops, and defects increase.
6) **Curing oven**
- Parts are heated so powder melts, flows, and cures.
- The key is part metal temperature curve and effective time in the cure window.
- If you size the oven only by length, you risk under-cure or over-cure.
7) **Cooling, unloading, inspection, packaging**
- Parts cool before handling, then go through inspection and packing.
- The key is protecting the finish. Many “defects” are handling damage.
**The acceptance tests I always recommend**
| Test | What you record | What it protects |
|---|---|---|
| Thickness mapping | edges, backs, recesses | true coverage consistency |
| Cure verification | part temperature vs time | performance pass/fail |
| Continuous run | at least one full shift | drift and stability |
| Color-change drill | minutes + contamination + powder loss | real uptime |
| Defect library | photo + cause-action | fast troubleshooting |
## Conclusion
Automatic powder coating lines work best when the line is matched to your order structure and engineered around racking/grounding, airflow and recovery, and part-temperature curing, so output stays consistent and unit cost drops over time.