De nombreuses usines achètent “ligne de revêtement en poudre automatiques ” parce qu'elles veulent une production plus élevée et une meilleure cohérence. Ensuite, elles découvrent une vérité difficile : la ligne peut être automatique, mais les résultats peuvent toujours être instables. Des bords fins apparaissent. Le retouche reste élevé. Le changement de couleur prend plus de temps que la production. Le four fonctionne à haute température, mais les pièces échouent toujours.
Les lignes de peinture en poudre automatiques sont des systèmes de finition basés sur un convoyeur où les pièces passent par le prétraitement → séchage → pulvérisation de poudre automatisée → cuisson → refroidissement/déchargement, avec un contrôle du timing du processus et des paramètres clés pour que l'épaisseur du film, l'apparence et le débit restent constants.
De notre point de vue d'usine à Ketu, “ automatique ” n'est pas un simple label de décoration. C'est une promesse de production : cadence stable, finition stable, livraison stable. Pour tenir cette promesse, la ligne doit correspondre à la structure de votre commande, et l'ingénierie doit se concentrer sur les véritables goulots d'étranglement.
Qu'est-ce qu'une ligne de peinture en poudre ?
Certaines personnes définissent une ligne de peinture en poudre comme “ cabine de pulvérisation + four ”. C'est une vision partielle. Une vraie ligne de peinture en poudre est le système complet qui contrôle le processus depuis l'état de la surface jusqu'à l'état d'expédition.
Une ligne de peinture en poudre est une installation de production connectée qui prépare la surface de la pièce, applique la poudre par pulvérisation électrostatique, et la cuit en un film solide, avec un mouvement contrôlé, un flux d'air, une mise à la terre et une inspection pour que les résultats soient reproductibles.
Une ligne de peinture en poudre typique comprend
- Chargement / suspension (râtelier, gabarit ou convoyeur)
- Prétraitement (dégraissage, rinçage, traitement de conversion si nécessaire)
- Four de séchage
- Cabine de pulvérisation de poudre (manuelle ou automatique) + récupération/filtration
- Four de cuisson
- Refroidissement, déchargement, inspection, emballage
| Ce que la ligne essaie de verrouiller | Zone de processus | Ce qui doit rester stable | Que se passe-t-il si le processus dérive |
|---|---|---|---|
| Préadministration | cohérence de la surface | échecs d'adhérence/corrosion | |
| Séchage | pas d'eau piégée | orifices, bulles | |
| Râtelier/mise à la terre | chemin électrique stable | bords fins, mauvaise enveloppe | |
| Flux d'air dans la cabine | pression négative stable | poussière, perte de poudre, défauts | |
| Cure | température de la pièce + temps | sous/cuit ou surcuit et retouche |
C'est pourquoi les lignes automatiques réussissent ou échouent en fonction du contrôle du système, et pas seulement du nombre de pistolets.
Le revêtement en poudre peut-il être automatisé ?
Oui, et elles sont largement automatisées. Cependant, le niveau d'automatisation doit correspondre à votre réalité de production. Un atelier à forte diversité de produits avec des insertions fréquentes peut avoir du mal si le changement de configuration et le râtelage ne sont pas conçus correctement.
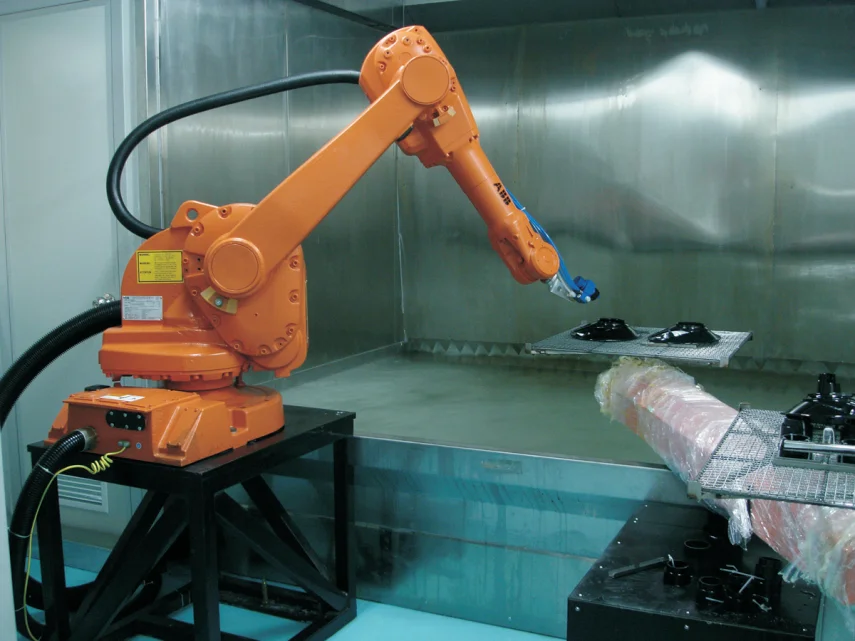
La peinture en poudre peut être automatisée en utilisant des convoyeurs plus des pistolets automatiques sur des reciprocateurs ou des robots, avec un contrôle PLC pour la vitesse de la ligne, les recettes de pulvérisation, le flux d'air et les conditions du four, mais l'automatisation ne fonctionne bien que lorsque le râtelage, la mise à la terre, le changement de configuration et la vérification de la cuisson sont conçus correctement.
Lorsque l'automatique est généralement le bon choix
- pièces stables, peu de références, tailles similaires
- volume élevé pouvant alimenter la ligne à chaque poste
- exigence stricte d'apparence et de cohérence d'épaisseur
- pression pour réduire la main-d'œuvre par pièce et la reprise
Lorsque “ entièrement automatique ” déçoit souvent
- production à gamme élevée
- changement de couleur fréquent
- large gamme de tailles et inserts fréquents
Dans ces cas, la meilleure solution est souvent un hybride : colonne de convoyeur stable + cabine facile à changer + pulvérisation manuelle ou prête pour une mise à niveau.
Qu'est-ce que les lignes de poudre ?
“Les ” lignes de poudre » est un terme large. Il inclut différents types de systèmes, pas seulement des lignes entièrement automatiques. Je choisis le type en fonction du mélange de commandes, de la fréquence de changement de couleur et de l'objectif de capacité.
Les lignes de poudre sont les différents types de lignes utilisées pour la production de revêtement en poudre, telles que les lignes de lot, les lignes de convoyeur semi-automatiques, et les lignes entièrement automatiques, et chaque type équilibre différemment flexibilité, cohérence et coût unitaire.
| Principaux types de lignes de poudre | Type de ligne | Meilleur ajustement | Avantage principal | Risque commun |
|---|---|---|---|---|
| Lot (râtelier/caisse + cabine + four à lot) | haute diversité, petits lots | flexibilité maximale | Variation du SOP et dommages lors de la manipulation | |
| Semi-automatique (convoyeur + fours/cabine stables) | production mixte | flux stable et disposition plus propre | goulot d'étranglement au niveau du stockage/ mise à la terre | |
| Automatique (reciprocateurs/robots) | peu de références, volume élevé | meilleure cohérence et coût unitaire | temps d'inactivité et changement lent |
De nombreuses usines gagnent en commençant semi-automatique et en améliorant l'automatisation de la pulvérisation lorsque les commandes se stabilisent.
Quel est le processus de la peinture en poudre automatique ?
Le processus automatique n'est pas compliqué. La stabilité provient de la manière dont chaque étape est contrôlée. Ci-dessous, le flux complet du processus, ainsi que l'accent mis sur le contrôle qui garantit une production répétable.
Le processus de peinture en poudre automatique est : chargement et fixation → prétraitement et rinçages → séchage → pulvérisation automatique de poudre avec récupération → cuisson → refroidissement → déchargement, inspection et emballage.
Flux étape par étape (vue de contrôle en usine)
1) Chargement, fixation, mise à la terre
- Les pièces sont suspendues sur des supports et connectées au convoyeur.
- L'élément clé est un chemin de mise à la terre stable et des points de contact propres.
- Si la mise à la terre dérive, les bords deviennent fins et les recesses restent légers.
2) Prétraitement + rinçages
- Le nettoyage par pulvérisation ou immersion prépare la surface pour l'adhérence et la résistance à la corrosion.
- L'élément clé est la cohérence : chimie, temps, température, qualité du rinçage.
- Si le prétraitement dérive, votre taux de retouche devient permanent.
3) Séchage
- Le séchage élimine l'eau cachée dans les joints et cavités.
- L'élément clé est un séchage complet, et non une température d'air élevée.
- Si l'eau reste, vous verrez des bulles et des trous d'épingle après la cuisson.
4) Pulvérisation automatique de poudre dans la cabine
- Armes sur des reciprocateurs ou des robots pulvérisent avec un mouvement répétable.
- La clé est une fenêtre de pulvérisation stable : distance de l'arme, angles, kV/courant, débit de poudre, vitesse de la ligne.
- Une recette stable l'emporte presque à chaque fois sur “ plus d'armes à feu ”.
5) Récupération et filtration de la poudre
- L'excès de projection est capturé par cyclone + filtres ou filtration par cartouche.
- L'équilibre du débit d'air et la pression négative, ainsi que le contrôle de la contamination de la poudre, sont essentiels.
- Si le débit d'air est incorrect, la poudre s'échappe, la récupération diminue et les défauts augmentent.
6) Four de cuisson
- Les pièces sont chauffées pour que la poudre fonde, s'écoule et durcisse.
- L'essentiel est la courbe de température du métal de la pièce et le temps efficace dans la fenêtre de durcissement.
- Si vous dimensionnez le four uniquement par la longueur, vous risquez une sous-cuisson ou une sur-cuisson.
7) Refroidissement, déchargement, inspection, emballage
- Les pièces refroidissent avant la manipulation, puis passent par l'inspection et l'emballage.
- L'essentiel est de protéger la finition. Beaucoup de “ défauts ” sont des dommages liés à la manipulation.
| Les tests d'acceptation que je recommande toujours | Test | Ce que vous enregistrez | Ce que cela protège |
|---|---|---|---|
| Cartographie de l'épaisseur | les bords, les arrières, les recesses | une véritable cohérence de couverture | |
| Vérification de la cuisson | température de la pièce vs temps | performance réussite/échec | |
| Fonctionnement en continu | au moins un poste complet de travail | dérive et stabilité | |
| Perceuse à changement de couleur | minutes + contamination + perte de poudre | temps de fonctionnement réel | |
| bibliothèque de défauts | photo + cause-action | dépannage rapide |
Conclusion
Les lignes de revêtement en poudre automatiques fonctionnent mieux lorsque la ligne est adaptée à la structure de votre commande et conçue autour du stockage/mise à la terre, du flux d'air et de la récupération, ainsi que du durcissement à la température des pièces, afin que la production reste constante et que le coût unitaire diminue avec le temps.
Lignes de Revêtement en Poudre Automatiques
De nombreuses usines achètent des “ lignes de revêtement en poudre automatiques ” car elles souhaitent une production plus élevée et une meilleure cohérence. Puis elles découvrent une vérité difficile : la ligne peut être automatique, mais les résultats peuvent encore être instables. Des bords fins apparaissent. Le taux de retouche reste élevé. Le changement de couleur prend plus de temps que la production. Le four fonctionne à haute température, mais les pièces échouent toujours.
**Les lignes de revêtement en poudre automatiques sont des systèmes de finition basés sur un convoyeur où les pièces passent par le prétraitement → séchage → pulvérisation de poudre automatisée → cuisson → refroidissement/déchargement, avec un contrôle du timing du processus et des paramètres clés afin que l’épaisseur du film, l’aspect et le débit restent constants.**
%[lignes de revêtement en poudre automatiques](https://placehold.co/600x400 "Lignes de Revêtement en Poudre Automatiques")
De notre usine à Ketu, “ automatique ” n’est pas une simple étiquette décorative. C’est une promesse de production : cadence stable, finition stable, livraison stable. Pour tenir cette promesse, la ligne doit correspondre à votre structure de commande, et l’ingénierie doit se concentrer sur les véritables goulots d’étranglement.
## Qu’est-ce qu’une Ligne de Revêtement en Poudre ?
Certaines personnes définissent une ligne de revêtement en poudre comme “ cabine de pulvérisation + four ”. C’est une vision partielle. Une véritable ligne de revêtement en poudre est le système complet qui contrôle le processus depuis l’état de la surface jusqu’à l’état de livraison.
**Une ligne de revêtement en poudre est une installation de production connectée qui prépare la surface de la pièce, applique la poudre par pulvérisation électrostatique, puis la cuit en une couche solide, avec un mouvement contrôlé, un flux d’air, une mise à la terre et une inspection pour que les résultats soient reproductibles.**
%[qu’est-ce qu’une ligne de revêtement en poudre](https://placehold.co/600x400 "Qu’est-ce qu’une ligne de revêtement en poudre")
**Une ligne de revêtement en poudre typique comprend**
- Chargement / suspension (râtelier, gabarit ou convoyeur)
- Prétraitement (dégraissage, rinçage, traitement de conversion si nécessaire)
- Four de séchage
- Cabine de pulvérisation de poudre (manuelle ou automatique) + récupération/filtration
- Four de cuisson
- Refroidissement, déchargement, inspection, emballage
**Ce que la ligne cherche à stabiliser**
| Zone du processus | Ce qui doit rester stable | Ce qui se produit si cela dérive |
|---|---|---|
| Prétraitement | cohérence de la surface | défaillances d’adhérence/corrosion |
| Séchage | absence d’eau piégée | trous d’épingle, bulles |
| Râtelage / mise à la terre | chemin électrique stable | bords fins, enroulement faible |
| Flux d’air de la cabine | pression négative stable | poussière, perte de poudre, défauts |
| Cuisson | température + temps de la pièce | sous-cuisson / sur-cuisson et retouche |
C’est pourquoi les lignes automatiques réussissent ou échouent en fonction du contrôle du système, et pas seulement du nombre de pistolets.
## La poudre peut-elle être automatisée ?
Oui, et c’est largement automatisé. Cependant, le niveau d’automatisation doit correspondre à votre réalité de production. Un atelier à forte diversité de références avec des insertions fréquentes peut avoir du mal si le changement et le râtelage ne sont pas conçus correctement.
**Le revêtement en poudre peut être automatisé en utilisant des convoyeurs plus des pistolets automatiques sur des reciprocators ou des robots, avec un contrôle PLC pour la vitesse de la ligne, les recettes de pulvérisation, le flux d’air et les conditions du four, mais l’automatisation ne fonctionne bien que si le râtelage, la mise à la terre, le changement de référence et la vérification de la cuisson sont conçus correctement.**
%[le revêtement en poudre peut-il être automatisé](https://placehold.co/600x400 "Le revêtement en poudre peut-il être automatisé")
**Quand l’automatisation automatique est généralement le bon choix**
- pièces stables, peu de références, tailles similaires
- volume élevé pouvant.