
Comment inspecter l'environnement de votre four de cuisson de revêtement en poudre : paramètres clés, méthodes de test et dépannage
Lorsque vous remarquez pour la première fois des défauts de revêtement — qu'il s'agisse d'une finition terne, d'une cuisson incomplète ou d'une apparence incohérente entre les lots — l'instinct est souvent d'ajuster les paramètres de la pistolet de pulvérisation ou de changer le mélange de poudre. Mais, au cours de mes années de travail avec des lignes de revêtement en poudre, j'ai appris que bon nombre de ces problèmes proviennent en réalité de l'environnement du four de cuisson, et non de l'équipement lui-même.
L'environnement du four de cuisson ne concerne pas seulement la température. C'est un système impliquant l'uniformité de la température, le contrôle de l'humidité, la qualité de l'air et la propreté. Si l'un de ces facteurs dévie des spécifications, vos revêtements ne cuiront pas correctement — peu importe la perfection de votre prétraitement ou de votre pulvérisation.
Pour inspecter correctement l'environnement de votre four de cuisson de revêtement en poudre, vous devez vérifier systématiquement cinq domaines critiques : la distribution uniforme de la température dans la chambre du four à l'aide de plusieurs points de mesure, les niveaux d'humidité relative dans l'espace de travail environnant (idéalement 45–60 %), les schémas de circulation de l'air pour éviter la stagnation de la chaleur et assurer un flux constant, la propreté de l'intérieur du four et du système de ventilation externe, ainsi que la qualité de l'air comprimé entrant dans l'équipement. Toute déviation dans ces facteurs — comme une humidité excessive, un mauvais flux d'air, des gradients de température dépassant ±10°C ou une contamination par la poussière — impacte directement les défauts de revêtement tels que le retrait, la formation de micropores ou la cuisson inégale. Une surveillance régulière à l'aide de capteurs de température calibrés, de thermomètres d'humidité et d'inspections visuelles permet d'identifier les problèmes environnementaux avant qu'ils n'affectent la qualité du revêtement.
Ce guide vous explique précisément comment diagnostiquer et corriger les problèmes environnementaux qui sabotent silencieusement vos résultats de revêtement en poudre.
Qu'est-ce qu'un environnement de four de cuisson de revêtement en poudre et pourquoi est-ce important ?
L'environnement du four de cuisson fait référence aux conditions combinées à l'intérieur et autour de votre four pendant le cycle de cuisson du revêtement en poudre. Cela inclut la température, l'humidité, le mouvement de l'air, la propreté et la qualité de l'air.
De nombreux fabricants considèrent le four de cuisson comme une simple boîte chauffante — vous réglez la température, les pièces entrent chaudes et en ressortent cuites. Mais cela est incomplet. L'environnement du four détermine si les particules de poudre fondent uniformément, s'écoulent de manière homogène, subissent un bon réticulation croisée, et développent une adhérence et une dureté complètes.
D'après notre expérience dans la gestion de lignes de revêtement en poudre pour des fabricants de meubles, d'armoires et de profilés en aluminium, nous avons constaté que les problèmes d'environnement sont responsables d'environ 30–40 % des problèmes de qualité sur site. Le revêtement semble défectueux, mais il ne s'agit pas en réalité d'un problème de formulation de revêtement ou de pistolet de pulvérisation — c'est une défaillance environnementale.
Pourquoi devriez-vous vous en soucier ? Parce que :
- Une mauvaise uniformité de la température crée des variations de couleur et une brillance inégale
- Une humidité excessive provoque des micropores, des cloques et une perte d'adhérence
- Un air contaminé introduit des défauts difficiles à tracer
- Un flux d'air inadéquat conduit à une cuisson incomplète et à des revêtements mous
- L'intrusion de poussière cause des défauts de surface impossibles à polir
La bonne nouvelle : la plupart des problèmes environnementaux sont évitables et corrigibles grâce à une inspection systématique.
Paramètres environnementaux clés à surveiller
Distribution de la température et uniformité
La température est le paramètre le plus évident, mais aussi le plus mal compris. Les opérateurs d'usine regardent souvent l'affichage numérique sur le panneau de contrôle et supposent que le four est à 200°C partout. En réalité, il peut y avoir des différences de 15 à 20°C entre différentes zones à l'intérieur du même four.
Ce qu'il faut mesurer : La température réelle ressentie par la pièce, pas seulement la température de l'air du four.
Nous recommandons de placer des sondes de température à cinq points à l'intérieur du four lors d'un cycle normal :
- Zone en haut à gauche
- Zone en haut à droite
- Centre
- Zone en bas à gauche
- Zone en bas à droite
Enregistrer les relevés sur au moins un cycle de 10 minutes. Pour la plupart des formulations de poudre, la spécification est une uniformité de ±10°C. Si vous constatez une plus grande variation, la circulation de l'air ou la distribution de la chaleur de votre four doit être ajustée.
Causes courantes d'une mauvaise uniformité de température :
- Défaillance ou dégradation des éléments de chauffage
- Ventilateur de circulation ne fonctionnant pas à la vitesse nominale
- Canalisations partiellement bloquées ou mal alignées
- Joints de porte du four compromis
- Grilles empilées trop densément, bloquant la circulation de l'air
Niveaux d'humidité et contrôle de l'humidité
La poudre est hygroscopique — elle absorbe l'humidité de l'air. Lorsque l'air humide entre dans le four avec la poudre, l'humidité absorbée se vaporise lors de la cuisson, créant de minuscules bulles de gaz qui se manifestent par des trous d'épingle ou des cloques.
Plage d'humidité idéale : 45–60 % HR (Humidité Relative) dans la zone de travail et la cabine de pulvérisation.
Comment mesurer : Utilisez un hygromètre numérique calibré. Prenez des lectures :
- Dans la cabine de pulvérisation avant que la poudre n'atteigne le four
- À l'entrée du four
- À l'intérieur du four pendant le fonctionnement (si possible avec une sonde)
- Dans la pièce où vous stockez la poudre en vrac
Pourquoi cela importe : Si votre cabine de pulvérisation affiche 75 % HR par jour humide, et que vous n'avez pas de déshumidificateur, la poudre dans votre réservoir d'approvisionnement commence déjà à absorber l'humidité. Au moment où elle atteint le four, les défauts de cuisson sont presque inévitables.
Solution concrète : Un fabricant de cabines avec lequel nous travaillons en Asie du Sud-Est rencontrait des problèmes chroniques de microporosité. Ils pensaient que c'était un problème de revêtement jusqu'à ce que nous mesurions l'humidité — leur installation fonctionnait à 85 % HR pendant la saison des moussons. L'installation de deux déshumidificateurs industriels a complètement résolu le problème.
Systèmes de qualité de l'air et de ventilation
L'air comprimé utilisé dans la peinture en poudre — que ce soit pour fluidifier la poudre, faire fonctionner les contrôles pneumatiques ou sécher le four — doit être propre et sec.
Les problèmes de qualité de l'air entraînent :
- Obstructions des buses de pulvérisation
- Éclaboussures ou motifs de pulvérisation instables
- Accumulation de poudre dans les conduites d'alimentation
- Contamination du four entraînant des défauts de revêtement
Vérifiez ces points de ventilation :
- Ventilateur d'échappement du four : Est-il en marche ? Pouvez-vous entendre un mouvement d'air constant ?
- Conduits d'évacuation : Dysfonctionnements, bosses ou connexions desserrées ?
- Ouvertures d'admission : Sont-elles obstruées par de la poussière ou des débris ?
- Sècheur d'air comprimé : Quand a-t-il été entretenu pour la dernière fois ? Les filtres sont-ils propres ?
- Compresseur d'air : Y a-t-il de l'humidité ou de l'huile visible dans le réservoir ?
Ce que nous vérifions sur site : Nous utilisons généralement un anémomètre pour mesurer la vitesse de l'air à la sortie du four. Un flux d'air insuffisant crée des zones mortes où la poudre ne durcit pas uniformément.
Propreté & Prévention de la contamination
La poussière à l'intérieur du four est cuite dans la surface du revêtement, créant des zones rugueuses et des défauts esthétiques.
Nettoyez l'environnement de votre four en vérifiant :
- Les parois intérieures et le toit du four pour la poussière de poudre accumulée
- Les cartouches de filtre pour obstruction ou dommage
- Le cabinet de récupération secondaire pour surcharge
- Le sol sous et autour du four pour la poudre renversée
- Les évents d'air et les conduits de reprise pour accumulation visible de poussière
L'accumulation de poudre isole également les parois du four, réduisant l'efficacité du chauffage et créant des zones chaudes ou froides.
Comment diagnostiquer les défauts de revêtement liés à l'environnement
Défauts courants causés par des problèmes environnementaux
Trous d'épingle ou cratérisation : Petits trous à la surface du revêtement, souvent en grappes.
Causes environnementales : Humidité excessive, air comprimé contaminé, mauvaise circulation de l'air dans le four.
Comment vérifier : Si des trous d'épingle apparaissent systématiquement indépendamment du lot de poudre ou des réglages de pulvérisation, suspectez l'environnement. S'ils apparaissent uniquement par temps humide, il s'agit presque certainement d'un problème d'humidité.
Texture de peau d'orange : Surface bosselée et irrégulière ressemblant à une peau d'orange.
Causes environnementales : Température du four trop élevée provoquant une sur-fusion, ou mauvaise circulation de l'air entraînant un flux et une consolidation irréguliers.
Comment vérifier : Vérifiez si la peau d'orange est liée à des pics de température du four ou à des fluctuations d'humidité.
Finition terne ou brumeuse : Perte de brillance, donnant au revêtement un aspect mat.
Causes environnementales : Cure incomplète en raison de zones froides, d'une humidité excessive empêchant le flux, ou de poussière déposée sur la surface pendant la cure.
Comment vérifier : Comparez les lectures du glossmètre dans différentes zones du four. Si la brillance diminue fortement dans une zone, suspectez une zone morte en température.
Mauvaise adhérence : Le revêtement se décolle ou s'écaille facilement.
Causes environnementales : Séchage insuffisant avant l'entrée dans le four (humidité piégée), cure incomplète due à une exposition insuffisante à la température, contamination de la surface de la pièce.
Comment vérifier : Les défaillances d'adhérence se concentrent-elles dans la même zone du four ? Si oui, cette zone présente probablement un problème de température ou d'humidité.
Distinguer une panne d'équipement d'un problème environnemental
Voici un schéma de diagnostic rapide que nous utilisons :
Étape 1 : Le défaut est-il apparu soudainement sur plusieurs pièces, ou progressivement ?
- Soudainement sur plusieurs pièces = panne d'équipement probable ou pic environnemental
- Progressivement, pire certains jours = dérive environnementale probable (humidité, changements saisonniers)
Étape 2 : Le défaut apparaît-il dans toutes les zones du four ou seulement dans des zones spécifiques ?
- Toutes les zones = problème d'équipement ou de matériau
- Zones spécifiques = problème environnemental (gradient de température, zone froide, problème de circulation d'air)
Étape 3 : Quand avez-vous calibré pour la dernière fois vos sondes de température, testé l'humidité ou entretenu votre compresseur d'air ?
- Il y a plus de 6 mois = il est temps d'inspecter l'environnement avant de blâmer l'équipement
Étape 4 : Avez-vous récemment changé de fournisseur de poudre, de type de pistolet de pulvérisation ou de chimie de prétraitement ?
- Oui = vérifier que le nouveau matériau est compatible avec l'environnement actuel du four
- No = facteurs environnementaux probablement responsables
Liste de vérification étape par étape pour l'inspection de l'environnement de votre four de durcissement
Utilisez cette liste de vérification mensuellement, ou chaque fois que des problèmes de qualité de revêtement surviennent :
Température & Système de chauffage
- [ ] Calibrer les sondes de température du four (thermomètre ou caméra thermique)
- [ ] Enregistrer les relevés à 5 points à l'intérieur du four (toutes zones)
- [ ] Vérifier l'uniformité : toutes les lectures dans un rayon de ±10°C du point de consigne
- [ ] Noter toute tendance à la hausse ou à la baisse des relevés au fil du temps
- [ ] Inspecter visuellement les éléments chauffants (fours électriques) ou la brûleur (fours à gaz)
- [ ] Vérifier l'étanchéité des joints de porte du four pour détecter les écarts ou dommages
Contrôle de l'humidité & de l'humidité ambiante
- [ ] Mesurer l'humidité ambiante dans la zone de pulvérisation avec un hygromètre calibré
- [ ] Enregistrer l'humidité à l'intérieur de la zone de stockage de la poudre
- [ ] Vérifier que le déshumidificateur fonctionne (si installé)
- [ ] Vérifier que la ligne de drainage du déshumidificateur n'est pas obstruée
- [ ] Inspecter le gel de silice ou le dessicant dans la zone de stockage de la poudre (si utilisé) pour saturation
Circulation de l'air & Ventilation
- [ ] Vérifier que le ventilateur d'extraction du four fonctionne
- [ ] Utiliser un anémomètre pour mesurer la vitesse du flux d'air à la sortie du four
- [ ] Inspecter le conduit d'admission et d'échappement pour des blocages
- [ ] Vérifier la présence de poussière visible sur les filtres
- [ ] Écouter tout bruit anormal du ventilateur (usure des roulements, vibration)
Qualité de l'air comprimé
- [ ] Vérifier la présence d'humidité ou d'huile visible dans le réservoir du compresseur d'air
- [ ] Inspecter le cartouche de sécheur d'air (si installé)
- [ ] Mesurer la pression à l'entrée du four (doit correspondre à la spécification)
- [ ] Rechercher des fuites dans la tuyauterie d'air comprimé
- [ ] Drainer l'humidité des réservoirs de pression
Propreté et Contamination
- [ ] Inspecter visuellement les murs intérieurs et le plafond du four
- [ ] Vérifier le système de récupération pour une accumulation excessive de poudre
- [ ] Balayer le sol autour du four et de la zone de pulvérisation
- [ ] Inspecter les cartouches de filtre pour des déchirures ou des dommages
- [ ] Nettoyer les évents et conduits extérieurs
Documentation
- [ ] Enregistrer toutes les lectures avec la date et l'heure
- [ ] Noter tous les ajustements effectués
- [ ] Suivre la corrélation des défauts dans le temps
Outils de test essentiels et Normes de mesure
Vous n'avez pas besoin d'équipements de laboratoire coûteux. Voici les outils principaux que nous recommandons :
| Outil | Objectif | Coût Typique | Exactitude |
|---|---|---|---|
| Thermomètre Numérique (sonde) | Mesurer la température intérieure du four à plusieurs points | $50–150 | ±1°C |
| Caméra Thermique Infrarouge | Cartographie de la température sans contact du four et des pièces | $300–800 | ±2°C |
| Hygromètre Numérique | Mesurer l'humidité ambiante et dans la zone du four | $30–80 | ±3% HR |
| Anémomètre | Mesurer la vitesse de l'air dans les conduits et à la sortie du four | $60–200 | ±5% |
| Manomètre | Vérifier la pression d'air comprimé | $20–50 | ±2% |
| Glossmètre | Mesurer la cohérence de la brillance de surface à travers les zones | $200–400 | ±0,5 unité de brillance |
| Bloc d'étalonnage | Vérifier la précision du thermomètre | $50–100 | Norme de référence |
Normes de mesure à suivre :
- Uniformité de la température : ±10°C dans le four (la plupart des spécifications de poudre)
- Plage d'humidité : 45–60% HR dans la zone de travail
- Pression de l'air : ±0,5 bar par rapport à la cible (généralement 5–6 bar pour les systèmes de poudre)
- Écart de brillance : Pas plus de 3 unités de brillance entre les zones
- Qualité de l'air : Teneur en huile <1 mg/m³, teneur en eau <5 ppm

Comment améliorer l'environnement de votre four de cuisson : Solutions pratiques
Contrôle de la température et optimisation du flux d'air
Si vous constatez des zones froides ou une mauvaise uniformité :
-
Vérifiez la vitesse du ventilateur de circulation. Les fours modernes disposent de ventilateurs à vitesse variable. Si le vôtre fonctionne à pleine capacité, il ne circulera pas la chaleur correctement. Faites-le fonctionner à 80–90 % sauf si le manuel de votre four indique autrement.
-
Vérifiez la répartition des éléments chauffants. Les anciens fours électriques ont parfois des éléments chauffants concentrés dans une zone. Si possible, demandez une rénovation qui répartit les éléments plus uniformément.
-
Inspectez l'alignement des conduits d'aération. Les conduits d'air de reprise doivent pointer vers le bas et vers l'intérieur. Des conduits mal alignés créent des zones stagnantes. Réalignez si nécessaire.
-
Réduisez la densité des pièces. Si les grilles sont trop serrées, le flux d'air ne peut pas pénétrer. Espacer les pièces pour laisser au moins 5–10 cm entre les pièces et les grilles.
-
Nettoyez l'entrée d'air et l'échappement. Les obstructions obligent le ventilateur à travailler plus dur et distribuent l'air de manière inégale. Débarrassez-vous des débris au moins une fois par mois.
Amélioration attendue : L'uniformité de la température s'améliore généralement de ±15–20°C à ±5–8°C.
Gestion de l'humidité et élimination de l'humidité
Si vous constatez des microporosités ou des cloques :
-
Installez ou améliorez la déshumidification. Si votre établissement dépasse 65 % HR, installez un déshumidificateur industriel adapté à la taille de votre pièce. Dans les climats à forte humidité, cela est non négociable.
-
Ajouter une étape de pré-séchage avant le four. De nombreuses installations utilisent une "zone chaude" secondaire (80–100°C) où les pièces sèchent pendant 5 à 10 minutes avant d'entrer dans le four de cuisson principal. Cela élimine l'humidité de surface avant le début de la cuisson à haute température.
-
Conserver la poudre dans des contenants hermétiques avec un déshydratant. Même si la poudre quitte le fournisseur sèche, elle peut absorber l'humidité dans une installation à forte humidité. Utilisez des fûts scellés avec des sachets de gel de silice.
-
Vider quotidiennement les réservoirs d'air comprimé. La plupart des problèmes de microfissures que nous avons résolus ont commencé par de l'humidité dans l'alimentation en air. Faites du drainage une routine quotidienne.
-
Entretenir le sécheur d'air. Remplacer les cartouches selon les spécifications du fabricant (généralement tous les 6 à 12 mois, ou lorsque la chute de pression dépasse la spécification).
Amélioration attendue : Les défauts de microfissures diminuent généralement de 60 à 80 % en 2 à 3 semaines.
![powder coating oven air filtration system]
Filtration d'air & Contrôle de la contamination
Si vous constatez des défauts dus à la poussière ou des surfaces rugueuses :
-
Améliorez les cartouches de filtre. Les cartouches standard capturent les particules jusqu'à 10 microns. Les cartouches haute efficacité capturent jusqu'à 1 micron. Le coût de la mise à niveau est minime par rapport à la reprise.
-
Établissez un calendrier de remplacement des filtres. Ne pas attendre que les filtres soient visiblement bouchés. Remplacez-les en fonction des jauges de chute de pression (si disponibles) ou selon un calendrier fixe — généralement tous les 3 à 6 mois pour les lignes très sollicitées.
-
Scellez les écarts autour du cabinet de récupération. La poussière peut réintégrer le système si le cabinet de récupération n'est pas correctement scellé. Vérifiez régulièrement les joints de porte et les points de connexion.
-
Installer des filtres d'admission sur l'alimentation en air comprimé. Si votre compresseur n'est pas équipé de pré-filtres, ajoutez un filtre d'admission de 5 microns. Cela empêche la poussière d'entrer dans le système en amont.
-
Établissez une politique de " pas de poudre ouverte " dans la zone de pulvérisation. Gardez les contenants de poudre scellés sauf lors du chargement. La poudre renversée est facile à manquer et devient une contamination en suspension dans l'air.
Amélioration attendue : Les défauts de surface dus à la contamination diminuent généralement de 70 à 90%.
![industrial powder coating oven setup]
Exigences environnementales par type de poudre et volume de production
Différents systèmes de poudre et échelles de production ont des exigences environnementales légèrement différentes.
Pour les poudres époxy ou polyester standard (les plus courantes) :
- Température : 190–220°C (maintenir une uniformité de ±10°C)
- Humidité : 45–60% HR
- Pression d'air : 5–6 bar (sec, propre)
- Propreté : Pas de poussière visible dans le four
Pour les poudres haut de gamme ou à faible VOC (plus sensibles) :
- Température : 180–210°C (maintenir une uniformité de ±5°C)
- Humidité : 40–55% HR (tolérance plus stricte)
- Pression d'air : 5–6 bar (critique : l'air comprimé doit être ultra-sec)
- Propreté : Filtrer à un minimum de 1 micron
Pour la production à volume élevé (armoires, meubles, articles de consommation) :
- Se concentrer sur l'uniformité de la température et la stabilité de l'humidité
- Investir dans une déshumidification automatisée
- Utiliser ventilateurs de circulation d'air redondants (pour qu'une panne ne bloque pas la production)
- Établir des calendriers de maintenance préventive
Pour un revêtement à faible volume ou sur mesure (atelier de fabrication) :
- Se concentrer sur flexibilité et changement rapide de couleur
- Surveiller l'environnement avant chaque lot, pas seulement quotidiennement
- Permettre des temps de pré-séchage plus longs pour s'adapter aux conditions variables
Pour les opérations en extérieur ou saisonnières :
- L'humidité fluctue considérablement
- Installer Déshumidification continue, pas saisonnière
- Augmenter la fréquence de changement des filtres en saison de forte pollinisation
D'après notre travail avec des fabricants de profilés en aluminium dans des climats humides, nous avons appris qu'investir dans un contrôle permanent de l'humidité et de la qualité de l'air — même si cela coûte cher au départ — se rentabilise en 6 à 12 mois grâce à la réduction des défauts et des reprises.
![powder coating line pre-treatment system]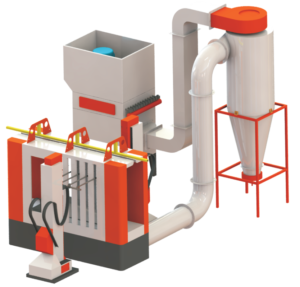
Dépannage en situation réelle : quand ajuster, quand remplacer
Scénario 1 : Les défauts n'apparaissent qu'en hiver
Cause probable : Le four perd de la chaleur en raison de la dégradation du joint de porte. L'air froid extérieur entre par des fuites lors des cycles de chauffage.
Solution : Remplacer les joints de porte. Il s'agit généralement d'une réparation de type $200–500 et cela prend 2 à 3 heures.
Scénario 2 : Les défauts s'améliorent lorsque vous faites fonctionner le four plus longtemps ou à une température plus élevée
Cause probable : La température est trop basse ou distribuée de manière inégale. Certaines parties n'atteignent pas la cure complète.
Solution : Avant d'augmenter la température ou la durée, vérifiez avec des sondes que ce sont les zones froides le problème. Augmenter le point de consigne gaspille de l'énergie si le vrai problème est une mauvaise circulation.
Scénario 3 : Les défauts sont aléatoires et imprévisibles d'un jour à l'autre
Cause probable : Les conditions environnementales (humidité, température ambiante) fluctuent. Ce n'est pas un problème d'équipement constant.
Solution : Installez une surveillance continue de l'humidité et une déshumidification automatique. Une fois l'humidité stabilisée, les défauts disparaissent généralement.
Scénario 4 : Un coin du four montre systématiquement des défauts, mais d'autres zones sont correctes
Cause probable : Zone morte dans le flux d'air, ou élément de chauffage faible dans cette zone.
Solution : Vérifiez la direction de sortie du ventilateur, l'alignement des conduits, et la continuité de l'élément. Réalignez les conduits ou faites réparer le système de chauffage.
Conclusion
L'environnement de votre four de cuisson de poudre est la variable cachée qui distingue des résultats cohérents et de haute qualité des défauts chroniques. La température, l'humidité, la qualité de l'air et la propreté jouent chacun un rôle, et tous doivent être gérés de manière systématique.
La bonne nouvelle, c'est que la plupart des problèmes environnementaux sont peu coûteux à diagnostiquer et relativement abordables à réparer—en particulier par rapport au coût de la reprise et des retours clients.
Commencez par ces trois actions immédiates :
-
Mesurez l'uniformité de la température de votre four cette semaine à l'aide d'un simple thermomètre à sonde. Si vous constatez plus de ±10°C de variation, priorisez l'inspection du ventilateur de circulation ou le réalignement des conduits.
-
Vérifiez le niveau d'humidité de votre installation. S'il dépasse 65% et que vous rencontrez des défauts de revêtement, installez un déshumidificateur avant d'apporter d'autres modifications.
-
Entretenez votre système d'air comprimé. Videz les réservoirs, remplacez les cartouches de sécheur si elles sont en retard, et vérifiez que la pression est stable. Cela seul résout 20–30% des problèmes de défauts que nous rencontrons sur le terrain.
La gestion de l'environnement est une maintenance préventive qui donne des résultats immédiats. Si vous gérez une ligne de poudrage et que vous rencontrez des incohérences de qualité, nous sommes heureux de discuter de votre situation spécifique. Vous pouvez nous contacter à WhatsApp : +8618064668879 or ketumachinery@gmail.com. Nous pouvons vous aider à diagnostiquer les problèmes environnementaux avant qu'ils ne deviennent des problèmes coûteux en production.