Dans la fabrication moderne, l'écart entre une production moyenne et une production exceptionnelle se résume souvent à un équipement critique :… four de peinture en poudre. D'après mon expérience de travail avec des fabricants dans la production de meubles, la fabrication de meubles et le traitement de profils en aluminium, j'ai vu de première main comment le bon four transforme non seulement l'apparence du produit final, mais aussi l'ensemble du flux de production. Pourtant, de nombreux responsables d'installation sous-estiment encore son rôle dans l'optimisation globale de la ligne.
Un four de pulvérisation en poudre est bien plus qu'une simple chambre de chauffage. C'est la dernière étape où les particules de poudre en vrac subissent une transformation chimique en un revêtement dur, durable et visuellement cohérent grâce à une réticulation thermique contrôlée. Lorsqu'il est correctement intégré à votre ligne de production, il détermine directement la qualité du revêtement, le débit de production, l'efficacité énergétique et, en fin de compte, votre compétitivité manufacturière.
Le défi n'est pas de choisir n'importe quel four — c'est de choisir le bon pour vos besoins spécifiques de production. La différence entre un four mal adapté et un four optimisé peut signifier la différence entre jeter 15% de votre production quotidienne en raison de défauts de revêtement et atteindre un taux de qualité en première passe de 99%.
Qu'est-ce qu'un four de pulvérisation en poudre et pourquoi est-il important pour votre production ?
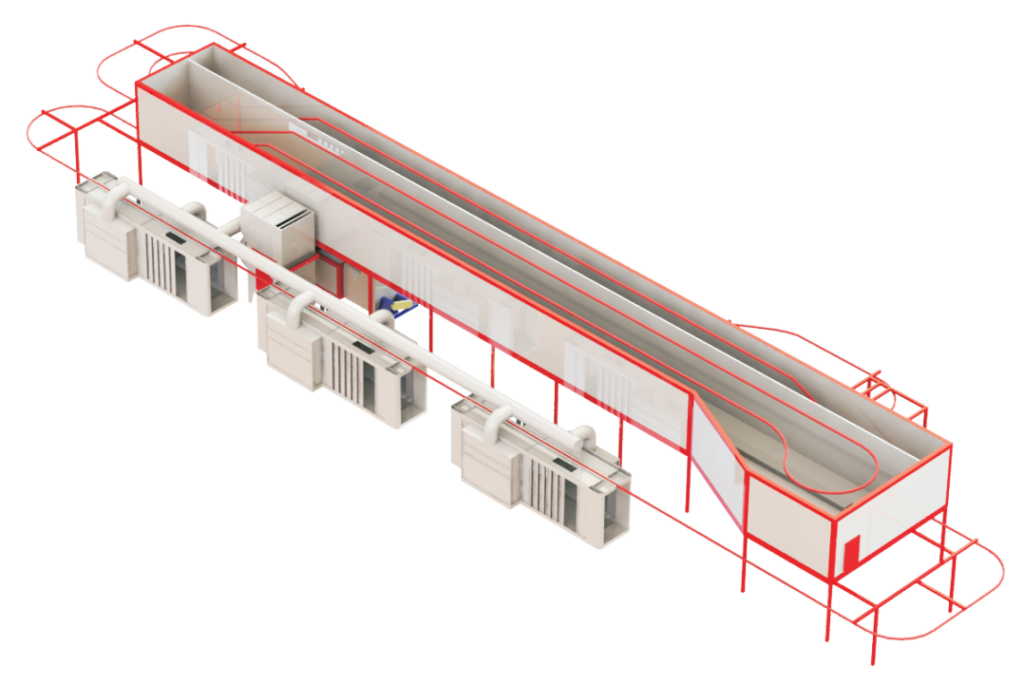
Pour ceux qui découvrent le revêtement industriel, permettez-moi de clarifier ce que nous entendons par un four de pulvérisation en poudre dans le contexte d'une ligne complète de pulvérisation électrostatique. C'est l'équipement qui reçoit les pièces de travail fraîchement pulvérisées avec de la poudre électrostatique, puis applique de la chaleur pour déclencher le processus de durcissement chimique qui transforme la poudre en une finition permanente et protectrice.
La pièce de travail entre dans le four après la cabine de pulvérisation. À l'intérieur, le four maintient un environnement de température précis — généralement entre 177°C et 232°C (350°F et 450°F) selon la formulation spécifique de la poudre — tout en faisant circuler de l'air chauffé pour garantir que chaque surface atteigne la température requise simultanément. Il ne s'agit pas de "cuire jusqu'à ce que ce soit prêt". Il s'agit d'obtenir des profils thermiques précis qui activent le système de résine et les agents de durcissement intégrés dans la poudre.
Pourquoi cela est-il important pour votre résultat final ? Parce qu'un four qui ne parvient pas à assurer une distribution uniforme de la température produira une dureté de revêtement incohérente, des problèmes d'adhérence et des défauts de surface qui se répercutent dans votre processus d'inspection et peuvent potentiellement endommager la relation avec le client. Dans mes projets avec des fabricants de meubles en France, nous avons découvert qu'une variation de 10°C dans la chambre du four provoquait l'échec de tests d'adhérence sur 8 à 12% des pièces d'un côté de la chambre.
Le four influence également directement votre rythme de production. Si le temps de séjour dans le four est trop long, vous perdez en débit et augmentez les coûts énergétiques. S'il est trop court, vous sous-curez les pièces et créez des défaillances sur le terrain. Le four doit être précisément adapté à la production de votre cabine de pulvérisation, à la masse de votre produit et à votre volume quotidien cible.
Comment fonctionne un four de pulvérisation en poudre ?
Le four de pulvérisation en poudre fonctionne selon un principe simple mais précis : application contrôlée de chaleur pour déclencher la réticulation permanente de la couche de poudre.
Lorsqu'une pièce fraîchement pulvérisée entre dans le four, la chaleur commence une transformation en trois étapes. D'abord, les particules de poudre fondent et coulent, s'étalant pour former une surface lisse et uniforme. Cette étape de flux est la raison pour laquelle vous voyez la poudre rugueuse se transformer en une finition brillante et homogène. Ensuite, la résine et les agents de durcissement (réticulants) à l'intérieur de la poudre initient une réaction chimique — ils se lient littéralement, créant des ponts moléculaires qui transforment les particules en un film solide. Enfin, lorsque la pièce refroidit, ces liaisons durcissent définitivement, créant la couche protectrice finale.
La conception réelle du four est conçue autour de la circulation d'air chaud. Nous utilisons généralement soit des éléments chauffants électriques, soit des brûleurs à gaz pour générer la chaleur, puis un ventilateur de circulation distribue cette chaleur uniformément dans toute la chambre. L'air entre par des conduits d'entrée soigneusement positionnés, circule autour de la pièce, et sort par des conduits de sortie. La vitesse et l'uniformité de cette circulation sont cruciales — une mauvaise circulation crée des zones mortes où les pièces n'atteignent pas la température cible, entraînant des zones sous-cuites et des défaillances d'adhérence.
Du point de vue de l'usine, le profil de durcissement est aussi important que le point de consigne de température. Le four ne monte pas instantanément à la température cible ; il augmente progressivement, maintient la pièce à la température maximale pendant une durée spécifique (généralement 10 à 20 minutes), puis permet le refroidissement. Certains fours avancés peuvent programmer plusieurs étapes de température, ce qui est utile si vous traitez différents types de produits ou formulations de poudre sur la même ligne.
Les systèmes de contrôle ont considérablement évolué. L'approche de base utilise des thermocouples pour mesurer la température de la chambre et déclencher les éléments chauffants. Des systèmes plus sophistiqués utilisent des contrôleurs PLC (automates programmables) qui non seulement maintiennent la température mais enregistrent aussi les données de température, consignent les cycles, et peuvent déclencher des alarmes si les conditions s'écartent des plages acceptables. Pour les applications automobiles et de haute fiabilité, cette documentation devient essentielle pour la traçabilité.

Principaux avantages en termes de performance : qualité, efficacité et optimisation des coûts
Comment les fours de pulvérisation en poudre améliorent la qualité du produit
D'après mon expérience de mise en service de lignes dans plusieurs pays, la contribution du four à la qualité se manifeste de trois manières concrètes.
La première est la dureté et la durabilité du revêtement. Le bon cure—ni sous-cuit ni trop stressé par la chaleur—produit des revêtements aux propriétés mécaniques optimales. La finition résiste aux rayures, aux chocs et à l'exposition chimique. J'ai suivi des projets où un four mal calibré a causé des défaillances d'adhérence sur le terrain après seulement quelques mois d'utilisation, tandis que des pièces correctement cuites de la même ligne de production ont fonctionné sans problème pendant des années. Ce n'est pas une coïncidence ; c'est le four qui fait son travail.
Deuxième est la cohérence de surface et l'apparence. Lorsque le four maintient une distribution de température uniforme, chaque pièce sortant de la ligne semble identique. La cohérence de la couleur, le niveau de brillance et la douceur de la surface deviennent prévisibles. Inversement, lorsque nous rencontrons des problèmes de stratification de température—points chauds et points froids dans la chambre—les résultats sont visibles : des pièces d'un côté de la chambre montrent une brillance différente, des pièces d'un autre côté présentent une légère variation de couleur. Les fabricants de meubles le remarquent immédiatement ; un client a rejeté toute une série de chaises d'extérieur parce que la couleur semblait incohérente sous la lumière naturelle.
Troisième est la résistance à l'adhérence. La réticulation chimique qui se produit à l'intérieur du four détermine directement la qualité de l'adhérence du revêtement au métal sous-jacent. Trop peu de chaleur, et la réticulation est incomplète—le revêtement se décolle facilement. Trop de chaleur, et vous risquez de dégrader la matrice du revêtement elle-même. Le four doit atteindre la "zone Goldilocks" pour votre formulation de poudre spécifique.
Capacité de production et gains en débit
Un four optimisé augmente directement la capacité de votre ligne de production de manière qui peut sembler contre-intuitive pour ceux qui ne connaissent pas les systèmes de production intégrés.
La plupart des fabricants supposent que leur cabine de pulvérisation est le goulot d'étranglement. Mais j'ai audité des dizaines de lignes où la véritable contrainte était en réalité le four. Si le temps de séjour de votre four est de 20 minutes mais que votre cabine de pulvérisation peut préparer une pièce toutes les 8 minutes, vous créez une surcharge. Les pièces s'accumulent avant le four, occupant de l'espace au sol et perturbant le flux de travail. Le four devient le pacemaker de la ligne.
En choisissant un four avec la bonne capacité et un temps de séjour adapté à la vitesse de votre cabine de pulvérisation, vous éliminez cette contrainte. J'ai travaillé avec un fabricant de profils en aluminium en France qui a initialement acheté un four sous-dimensionné. Leur ligne de pulvérisation pouvait traiter 40 pièces par heure, mais le four ne pouvait en gérer que 25 par heure. Nous l'avons remplacé par une unité de taille appropriée, et leur débit a augmenté à 38 pièces par heure—une augmentation de capacité de 50% sans modification de la cabine de pulvérisation.
La consommation d'énergie par pièce s'améliore également. Un four correctement dimensionné fonctionnant en continu à pleine capacité est bien plus économe en énergie qu'un four surdimensionné à moitié plein ou un four sous-dimensionné fonctionnant en plusieurs lots. L'efficacité thermique s'améliore, et votre coût par pièce revêtue diminue considérablement.
Types de fours de poudrage : Choisir la bonne technologie pour vos besoins
Fours électriques contre systèmes à gaz ou au fioul
La technologie de chauffage que vous choisissez dépend de trois facteurs : la disponibilité de votre utilité locale, votre structure de coûts énergétiques et vos exigences de production.
Fours électriques utilisent des éléments de chauffage résistifs, généralement intégrés dans les murs de la chambre ou positionnés dans le circuit de circulation d'air. Avantages : contrôle précis de la température, modulation facile, pas de fumées de combustion à gérer, entretien réduit, adapté aux environnements en contact avec des aliments ou pharmaceutiques. Inconvénients : forte consommation électrique (souvent 50–100+ kW), coût d'exploitation plus élevé par heure dans les régions où l'électricité est coûteuse, potentiel de surcharge du réseau électrique de l'installation. Nous recommandons généralement les fours électriques pour les fabricants en régions où l'électricité est abondante ou peu coûteuse, ou lorsque la taille de la ligne est modeste (traitement de moins de 30 pièces par heure).
Fours à gaz utilisent des brûleurs à gaz naturel pour chauffer l'air, qui circule ensuite dans la chambre. Avantages : coût par BTU inférieur dans la plupart des régions, temps de montée en température plus rapide (peut atteindre la température cible en 30–40 minutes pour une chambre vide contre 45–60 pour électrique), consommation d'énergie soutenue plus faible. Inconvénients : nécessitent une alimentation en gaz fiable et une régulation de pression, produisent des fumées de combustion qui doivent être évacuées en toute sécurité, contrôle de température légèrement moins précis que l'électrique (nécessite une modulation plus sophistiquée du brûleur), nécessitent un entretien annuel et une inspection des systèmes de brûleur. Les fours à gaz sont ma recommandation pour les lignes de production à haut volume ou dans les régions où le gaz naturel est moins cher que l'électricité.
Fours à combustion au fioul sont moins courants dans la fabrication moderne mais apparaissent dans les régions où le fioul est le principal combustible de chauffage. La logique est la même que pour le gaz : apport de chaleur par combustion. Les inconvénients incluent un entretien plus élevé, la gestion des résidus de combustion, et une base de fournisseurs plus restreinte pour les pièces de rechange.
D'un point de vue pratique, je conseille aux clients de réaliser une analyse du coût total de possession. Calculez votre coût énergétique horaire dans chaque scénario, multipliez par les heures de fonctionnement annuelles estimées, et comparez sur une durée de vie de l'équipement de 5 à 7 ans. Souvent, l'option "coûteuse" au départ devient l'option la moins chère à long terme.
Dans un projet de production de meubles auquel j'ai conseillé en France, le client voulait initialement un chauffage électrique (pensant que c'était "plus simple"). Mais notre analyse a montré que le chauffage au gaz permettrait d'économiser 18 000 € par an en coûts d'exploitation en raison des prix du gaz plus bas dans leur région. Le coût initial plus élevé de l'équipement s'est rentabilisé en 18 mois.
Choisir le bon four de poudrage : dimensionnement, spécifications et considérations d'intégration
Adapter la capacité du four à votre ligne de production
C'est là que la plupart des décisions d'achat échouent. Beaucoup d'installations achètent un four basé sur la plus grande pièce qu'elles pourraient traiter, et non sur leur objectif de production quotidien réel. Cela conduit à des équipements surdimensionnés, une consommation d'énergie inutile, et un faible retour sur investissement.
La bonne approche commence par trois questions :
-
Quel est votre objectif de production quotidien ? Comptez le nombre de pièces par heure ou la masse totale par jour. Soyez réaliste quant à vos besoins réels, et non sur le maximum théorique.
-
Quelle est la masse et le matériau de votre pièce typique ? Les pièces plus lourdes et les matériaux thermiquement conducteurs (comme l'acier épais) nécessitent des temps de résidence plus longs pour atteindre la température cible partout. Une bride en aluminium fine nécessite 8 minutes ; une armoire en acier de 50 livres nécessite 15 minutes.
-
Quel est le débit de votre cabine de pulvérisation ? Si votre cabine pulvérise 20 pièces par heure, votre four doit supporter au moins 20 pièces par heure en continu. Si ce n'est pas le cas, vous aurez des files d'attente.
À partir de ces trois éléments, nous calculons le volume nécessaire de la chambre du four et le temps de résidence. Pour une ligne de 20 pièces par heure avec un temps de résidence de 15 minutes, vous avez besoin d'une capacité pour environ 5 pièces dans le four simultanément. Cela détermine les dimensions internes de la chambre et la capacité de circulation d'air.
D'après notre expérience, l'erreur de dimensionnement la plus courante est de sous-dimensionner le four. Les installations font passer un volume trop important dans une chambre trop petite, ce qui entraîne une uniformité de température inadéquate, un sous-cure sur certaines pièces, et des défaillances de qualité à terme. La deuxième erreur la plus courante est de surdimensionner pour une flexibilité qui ne se matérialise jamais — ils paient pour un grand four "au cas où nous en aurions besoin un jour", puis l'utilisent à moitié plein pendant des années.
Ma recommandation : dimensionnez pour vos besoins actuels réalistes, avec une marge de 15 à 20 % pour la croissance ou les variations de gamme de produits. Ni 50 %, ni 100 %. Cela vous donne de l'efficacité aujourd'hui et une marge modeste pour l'expansion sans immobiliser du capital dans une capacité inutilisée.
Contrôle de la température, flexibilité, et commutation entre plusieurs produits
Si votre environnement de production nécessite des changements fréquents de produits ou différentes formulations de poudre avec des températures de cuisson variées, la flexibilité du four est très importante.
Les fours standards ont un point de consigne fixe. Vous le réglez à 400°F, et il maintient cette température. Si vous devez passer à un produit qui nécessite une cuisson à 380°F, vous êtes malchanceux — vous gaspillez soit de l'énergie en chauffant trop, soit vous passez plus de 30 minutes à réduire la température et à stabiliser la nouvelle température.
Les fours avancés offrent des profils de température programmables. Vous pouvez stocker 10 ou 20 programmes de cure différents, chacun avec un taux de montée en puissance, une température maximale, une durée de maintien et un refroidissement contrôlé uniques. Une interface à écran tactile permet à l'opérateur de sélectionner " Programme 3 : Mobilier d'extérieur à 390°F " en appuyant simplement sur un bouton, et le four ajuste automatiquement. Cela réduit le temps de changement de produit de 45 minutes à peut-être 5 minutes.
Pour les installations qui changent fréquemment de produits, cette capacité se rentabilise rapidement. Une usine de profilés en aluminium en France m'a dit qu'ils perdaient 2 à 3 heures par poste de travail à gérer la température du four. Après avoir passé à un four programmable avec stockage de profils, cette surcharge est tombée à 30 minutes par poste. Cela représente près de 10 heures productives par semaine récupérées.
Cependant, les fours programmables coûtent 15 à 25% de plus que les fours à point fixe. Mon conseil : n'investissez dans cette option que si vous avez réellement plusieurs produits avec des exigences de cure différentes. Si vous utilisez le même produit 85%, le coût supplémentaire n'est pas justifié.
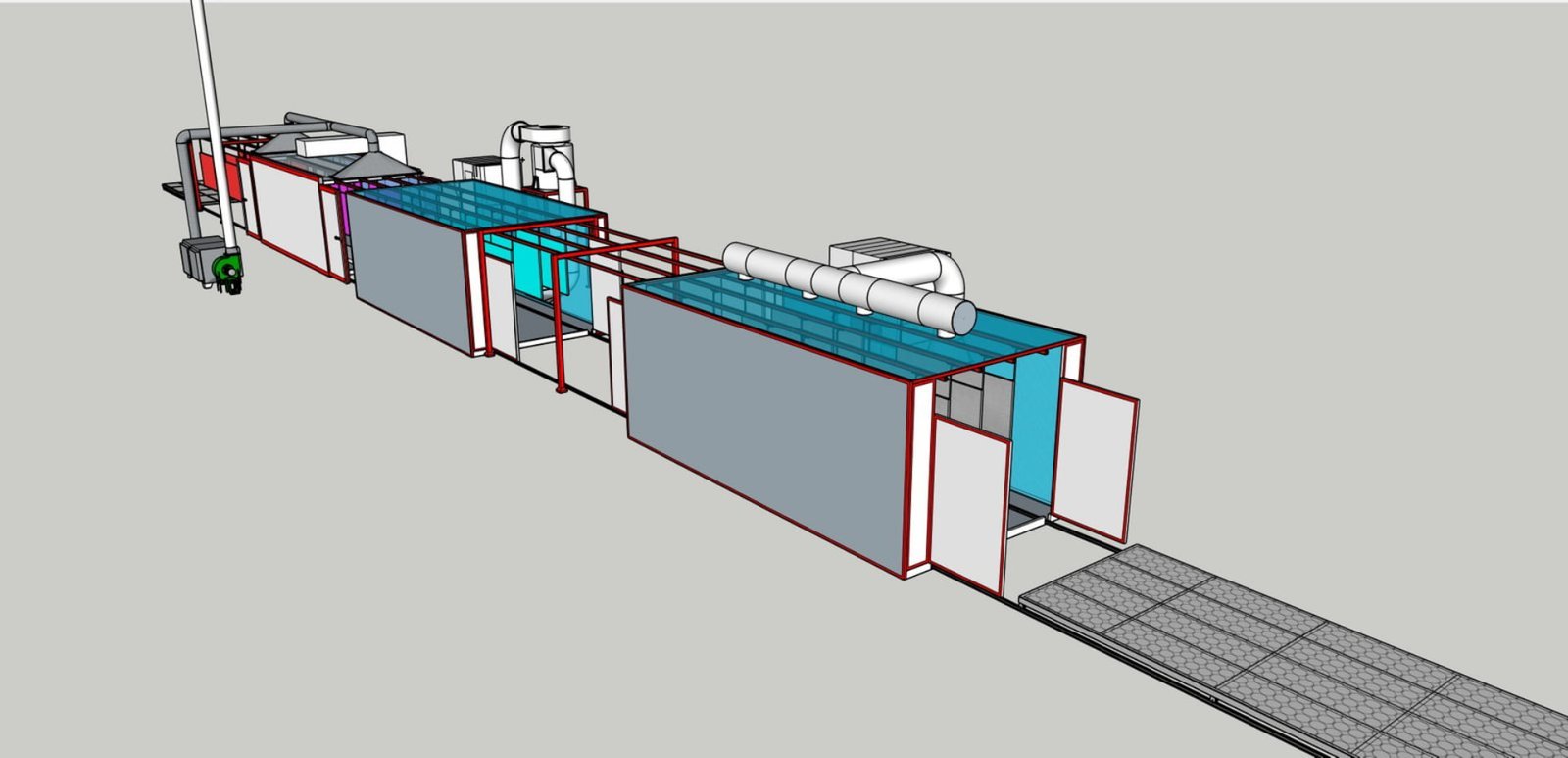
Assurer l'harmonie de la ligne : Pré-traitement, cabine de pulvérisation et intégration du refroidissement
C'est un point critique que je vois souvent négligé dans environ la moitié des décisions d'achat de fours : le four n'existe pas isolément. Il fait partie d'une ligne, et tous les segments doivent être synchronisés.
Si votre cycle de pré-traitement produit des pièces humides qui ne sont pas complètement sèches avant la pulvérisation, ces pièces arrivent au four avec de l'humidité incorporée. La chaleur du four évapore alors rapidement cette eau, créant des bulles de gaz et des vides dans le revêtement — ce que nous appelons la " porosité ". Le problème ne vient pas du four ; c'est l'équilibre de la ligne qui est en cause.
De même, si votre cabine de pulvérisation produit des pièces plus rapidement que ce que votre four peut traiter, vous avez deux options : ralentir la cabine de pulvérisation (perdant en débit) ou accepter que les pièces s'accumulent et restent en conditions ambiantes, où l'humidité et la poussière peuvent contaminer la poudre de revêtement avant d'atteindre le four.
Après le four, le refroidissement est également important. Les pièces sortant d'un four à 400°F sont trop chaudes pour être manipulées ou empilées immédiatement. Si vous ne disposez pas d'une infrastructure de refroidissement adéquate — refroidissement par air forcé, mise en station sur convoyeur ou chambres de refroidissement — vous devez soit attendre un refroidissement passif (ce qui consomme de l'espace sur le plan de production), soit risquer de brûler les mains des opérateurs.
Dans une ligne intégrée appropriée :
- Le cycle de pré-traitement produit des pièces sèches et propres.
- Le débit de sortie de la cabine de pulvérisation correspond à la capacité d'entrée du four (ou il y a une réserve d'attente si nécessaire).
- Le temps de résidence dans le four est stable et prévisible.
- La section de refroidissement peut accueillir le débit complet de sortie du four.
- Les convoyeurs et la manutention entre chaque segment déplacent les pièces en douceur sans retards.
Je recommande toujours de modéliser le flux de toute la ligne avant d'acheter un four. N'achetez pas le four isolément ; achetez-le dans le cadre d'un système coordonné. D'après notre expérience, ce travail d'intégration seul améliore souvent l'efficacité globale de la ligne de 15 à 25%.
Comprendre le vrai coût de possession : investissement, consommation d'énergie et maintenance
Investissement initial vs coûts d'exploitation à long terme
Un four est l'un des éléments à coût en capital les plus élevés dans une ligne de revêtement. Les prix varient généralement de $40 000 pour un four électrique basique à $150 000+ pour un système à gaz multi-zones de grande vitesse et de grande capacité.
La plupart des entreprises se concentrent sur le prix initial et choisissent l'option la moins chère. C'est une erreur. Ce qui compte, c'est le coût total de possession sur 5 à 7 ans d'exploitation.
Calculez-le de cette manière :
| Facteur de coût | Exemple de calcul |
|---|---|
| Coût initial de l'équipement | $60,000 |
| Installation, électrique, ventilation | $15,000 |
| Consommation d'énergie annuelle | $12,000 |
| Entretien annuel (filtres, service du brûleur) | $2,000 |
| Coûts d'indisponibilité/réparation (estimés) | $1,500 |
| Coût total sur 5 ans | $152,500 |
Comparez cela à une unité $45 000 qui consomme 30% de plus en énergie et nécessite plus d'entretien :
| Facteur de coût | Exemple à coût réduit |
|---|---|
| Équipement initial + installation | $45,000 + $15,000 = $60,000 |
| Énergie annuelle (plus de 30%) | $15,600 |
| Entretien annuel (usure accrue) | $2,800 |
| Coûts d'indisponibilité/réparation | $3,000 |
| Coût total sur 5 ans | $155,000 |
L'unité $45 000 et l'unité $60 000 finissent par coûter presque la même chose sur 5 ans — mais l'unité $60 000 offre une fiabilité supérieure et des dépenses d'exploitation quotidiennes plus faibles.
Facteurs d'efficacité énergétique et de consommation d'utilité
La consommation d'énergie du four est souvent la plus grande dépense opérationnelle continue après la main-d'œuvre. Un four de taille moyenne typique (traitant 20 à 30 pièces par heure) consomme 50 à 80 kW de puissance s'il est électrique, ou 50 000 à 80 000 BTU/heure s'il fonctionne au gaz.
Mais voici la nuance : la consommation nominale est différente de la consommation réelle dans des conditions réelles.
Un four électrique évalué à "60 kW" ne consomme 60 kW que lorsqu'il chauffe activement. Une fois que la chambre atteint le point de consigne, les éléments de chauffage s'éteignent. Si le four fonctionne 16 heures par jour et passe 8 de ces heures à maintenir la température (sans chauffer activement), la consommation réelle est plus proche de 30 kW en moyenne.
Les fours à gaz sont plus efficaces en conversion d'énergie — le gaz naturel ayant un coût par BTU inférieur à celui de l'électricité dans la plupart des régions — mais ils consomment plus d'énergie totale pour obtenir le même résultat en raison de la perte de chaleur par les gaz d'échappement. Le compromis en vaut généralement la peine dans les opérations à volume élevé.
Facteurs qui réduisent la consommation d'énergie :
- Meilleure isolation: Les fours avec une isolation plus épaisse et une construction étanche perdent moins de chaleur par les murs. Cela réduit l'énergie nécessaire pour maintenir la température.
- Circulation d'air efficace: Un système de ventilation bien conçu fait circuler l'air uniformément sans gaspiller d'énergie en turbulence ou zones mortes.
- Modulation de la température: Les fours capables de réduire la puissance de chauffage lorsque la température de la chambre est stable utilisent moins d'énergie que ceux qui s'allument et s'éteignent constamment.
- Dimensionnement approprié: Un four dimensionné pour votre débit réel fonctionne plus efficacement qu'un four surdimensionné partiellement rempli.
Lors d'un audit d'usine que j'ai réalisé, une amélioration de 30% en efficacité énergétique est simplement due au remplacement d'un ancien four mal isolé par une unité moderne. Le nouveau four coûtait $65 000, mais les économies d'énergie de $8 000 par an signifiaient un retour sur investissement en moins de 8 ans — et l'installation a également bénéficié d'un meilleur contrôle de la température et d'une fiabilité accrue.
Exigences de maintenance et durée de vie de l'équipement
Un four bien entretenu dure généralement 10 à 15 ans. Un mauvais entretien peut réduire cette durée à 5 à 7 ans. Voici ce qui compte :
Les fours électriques nécessitent :
- Inspection annuelle des éléments de chauffage pour déceler la corrosion ou les fissures.
- Remplacement des éléments de chauffage tous les 5 à 8 ans (coût : $2 000–$5 000).
- Inspection de l'isolation pour dégradation.
- Remplacement du thermocouple/capteur tous les 3 à 5 ans ($500–$1 500).
Les fours à gaz nécessitent :
- Inspection annuelle du brûleur et nettoyage ($800–$1 500).
- Inspection de la ligne de gaz pour détecter les fuites et vérification de la régulation de la pression.
- Nettoyage de l'admission d'air de combustion et du conduit d'évacuation.
- Remplacement des composants du brûleur tous les 7–10 ans ($3 000–$8 000).
Tous les fours nécessitent :
- Inspection régulière du joint de porte et remplacement ($200–$600 par joint).
- Nettoyage de la chambre intérieure pour éliminer l'accumulation de résidus de revêtement.
- Inspection du roulement et du joint du ventilateur de circulation.
- Calibration annuelle du système de contrôle et du thermostat.
La maintenance préventive coûte généralement entre $2 000 et $3 500 par an et prolonge considérablement la durée de vie de l’équipement. Négliger la maintenance entraîne un décalage thermique (le four ne peut plus maintenir une température précise), une augmentation de la consommation d’énergie et une défaillance catastrophique éventuelle.
Un établissement avec lequel j'ai travaillé en France a sauté la maintenance pendant trois ans pour économiser de l'argent. Lorsque le four a finalement échoué, la réparation a coûté $18 000—plus le temps d'arrêt de la production. S'ils l'avaient entretenu, ils auraient dépensé au total entre $6 000 et $9 000 sur trois ans et n'auraient jamais connu de panne.

Exigences en matière d'infrastructure et de mise en œuvre
Prérequis électriques, gaz et ventilation
Avant d’acheter un four, auditez l’infrastructure de votre établissement. De nombreuses usines découvrent après l’arrivée de l’équipement que leur service électrique, leur approvisionnement en gaz ou leur ventilation sont inadéquats.
Exigences électriques :
- Les fours électriques nécessitent généralement une connexion dédiée triphasée 380V ou 480V avec une capacité de 60 à 100 ampères.
- Vérifiez la capacité du service électrique principal de votre établissement. Si la capacité disponible est insuffisante, vous devrez mettre à niveau l’ensemble du service—un coût de $10 000 à $40 000.
- Assurez une mise à la terre correcte et une protection contre les surtensions.
- Utilisez un câble en cuivre de section épaisse pour minimiser la chute de tension sur de longues distances.
Exigences en gaz :
- L'approvisionnement en gaz naturel doit fournir une pression adéquate (généralement 5 à 10 pouces de colonne d'eau) et un volume (mesuré en BTU/heure).
- La conduite de gaz doit être dimensionnée correctement ; des conduites sous-dimensionnées entraînent une chute de pression et des problèmes de performance du brûleur.
- Installer un régulateur de pression près de l'entrée du four pour stabiliser l'alimentation.
- Inclure une vanne d'arrêt de gaz pour la sécurité et l'accès à la maintenance.
- Dans certaines régions, les codes d'alimentation en gaz exigent l'intervention de plombiers agréés pour l'installation.
Exigences de ventilation :
- Les fours électriques produisent peu d'échappement mais nécessitent une circulation d'air pour éviter la stratification de la chaleur dans l'établissement. Prévoir un système de conduits qui aspire de l'air frais à l'extérieur du four.
- Les fours à gaz doivent être équipés d'une ventilation d'échappement motorisée pour éliminer en toute sécurité les gaz de combustion. Le conduit d'échappement nécessite généralement un diamètre de 7,5 à 15 cm et doit être correctement scellé.
- Les sorties de ventilation doivent être au niveau du toit, à au moins 1 mètre au-dessus de toute pénétration de toit, pour éviter la réintroduction des gaz d'échappement.
- Dans certains climats ou scénarios de production, il peut être nécessaire de tempérer l'air entrant (le préchauffer en hiver, le refroidir en été) pour maintenir une performance stable du four.
Je recommande toujours qu'un ingénieur HVAC examine la configuration de votre établissement avant d'acheter un four. Un service électrique sous-dimensionné ou une ventilation insuffisante découverte après la livraison de l'équipement entraîne des retards coûteux et des modifications.
Conformité environnementale et réglementaire
Les émissions des fours de revêtement en poudre et la consommation d'énergie sont soumises à la réglementation dans la plupart des juridictions. Les exigences de conformité varient selon la région mais abordent généralement :
Qualité de l'air :
- Les fours à gaz émettent des sous-produits de combustion. La plupart des régions exigent que l'échappement soit évacué au-dessus du toit, et non rejeté au niveau du sol.
- Les particules et composés organiques volatils (COV) issus du processus de revêtement peuvent être capturés par des filtres à manches ou des systèmes de récupération secondaires en aval du four.
- Bruit : Les ventilateurs de circulation du four génèrent du bruit. Selon l'emplacement de l'établissement, il peut être nécessaire d'ajouter des enceintes acoustiques ou des silencieux pour respecter les limites sonores locales.
Efficacité énergétique :
- Certaines juridictions exigent des audits énergétiques ou des certifications pour les nouveaux équipements industriels.
- L'étiquetage de l'équipement ou les évaluations d'efficacité peuvent être requis.
- Des incitations fiscales ou des remises peuvent être disponibles pour l'achat d'équipements à haute efficacité.
Sécurité :
- Les fours à gaz doivent respecter les codes de sécurité liés au combustible (ANSI, CSA, ou équivalent).
- Les systèmes électriques doivent respecter les normes de tension et de mise à la terre.
- Des dispositifs d'arrêt d'urgence et de verrouillage doivent être en place.
Avant de finaliser la spécification de votre four, consultez les agences environnementales et de sécurité locales ou engagez un consultant en conformité. Découvrir des problèmes réglementaires après l'installation est coûteux et perturbant.
Applications concrètes et histoires de réussite
Au cours des dernières années, j'ai supervisé la sélection et l'intégration de fours pour des clients sur trois continents. Les résultats racontent des histoires importantes sur ce qui fonctionne et ce qui ne fonctionne pas.
Un fabricant de meubles en France avait besoin de remplacer un four vieillissant qui causait un rejet de 12% en raison de revêtements sous-cuits. L'installation produisait des corps de meubles en acier lourd nécessitant des temps de résidence de 16 à 18 minutes. L'ancien four était sous-dimensionné et souffrait d'une forte stratification de la température — des pièces refroidissaient d'un côté de la chambre tandis qu'elles étaient surrefroidies de l'autre. Nous avons choisi un four plus grand à gaz avec un meilleur design de circulation d'air et installé une surveillance de la température à plusieurs points de la chambre. Après la mise en service, les taux de rejet sont tombés à 2%, et le débit a augmenté de 18% car les pièces passaient plus facilement dans la ligne sans retards d'attente. L'investissement total s'élevait à $68 000 ; le retour sur investissement grâce à l'amélioration du rendement est survenu en 14 mois.
Une entreprise de meubles d'extérieur en France a rencontré des incohérences dans l'apparence du revêtement sur sa gamme de produits. Elle tentait de faire passer trois types de meubles différents dans le même four, chacun nécessitant des températures de cuisson légèrement différentes. Le four à température unique était un compromis — certains produits étaient sous-cuits, d'autres surcuits. Nous l'avons remplacé par un four programmable avec cinq profils enregistrés. Les opérateurs pouvaient désormais passer d'un type de produit à l'autre en moins de 5 minutes et obtenir une brillance et une couleur cohérentes. Les réclamations des clients concernant l'incohérence de la finition ont chuté de 65% au premier trimestre après la mise en œuvre. Le coût supplémentaire de 20% pour le four programmable s'est amorti en réduisant les réclamations sous garantie en 8 mois.
Une entreprise de profilés en aluminium en France était limitée par la capacité du four. Leur cabine de pulvérisation pouvait traiter 35 pièces par heure, mais le four ne pouvait traiter que 22 par heure de manière fiable, créant un goulot d'étranglement sévère. Nous avons analysé leur ligne complète et découvert que le problème ne venait pas seulement de la taille du four ; il s'agissait également d'une infrastructure de refroidissement insuffisante après le four. Les pièces sortaient chaudes et n'avaient nulle part où aller, créant des accumulations. Nous avons amélioré à la fois le four (capacité plus grande) et ajouté une section de refroidissement à air forcé. La capacité combinée est passée de 22 à 31 pièces par heure — une augmentation de 40% de la capacité de la ligne sans modification de la cabine de pulvérisation. Le client a récupéré l'investissement en 18 mois grâce à une meilleure utilisation.
Ces scénarios renforcent un schéma cohérent : la performance du four reflète directement la qualité de son intégration dans le système de production global. Le dimensionnement correct, l'adaptation à d'autres segments de la ligne et un entretien approprié entraînent des améliorations spectaculaires en termes de qualité, d'efficacité et de coût.
Questions connexes supplémentaires
Dois-je choisir le chauffage électrique ou au gaz ?
Comparez le coût total de possession dans votre région. Faites des projections de coûts énergétiques pour les deux options sur 5 ans. Le gaz est souvent moins cher pour les lignes à volume élevé ; l'électricité est plus simple pour les petites opérations ou les installations sans approvisionnement fiable en gaz.
Quelle température dois-je atteindre pour ma poudre ?
Consultez toujours la fiche technique du fabricant de votre poudre. Les températures de cuisson se situent généralement entre 350°F et 450°F. Trop basse, cela entraîne une sous-cure ; trop haute, cela peut dégrader le revêtement. Ne faites pas d'hypothèses — confirmez la température exacte et le temps de résidence minimum pour votre formulation spécifique.
Puis-je utiliser un four plus petit et ralentir le pulvérisation ?
Ce n'est pas une bonne stratégie. Vous gaspilleriez la capacité de la cabine de pulvérisation et perdrez en productivité. Dimensionnez le four pour votre débit cible réaliste, puis ajustez la cabine de pulvérisation en conséquence. Des composants mal assortis créent toujours des goulots d'étranglement.
À quelle fréquence dois-je calibrer la température du four ?
Au minimum une fois par an. Plus fréquemment si vous êtes dans une industrie à haute fiabilité (automobile, aérospatiale, contact alimentaire). Un décalage de température de seulement 5 à 10°C peut provoquer des défauts de revêtement. La calibration annuelle par un technicien équipé d’un matériel certifié est essentielle.
Conclusion
Un four de revêtement en poudre n’est pas simplement un équipement industriel — c’est le dernier arbitre de la qualité de votre revêtement, de l’efficacité de votre production et du coût de fabrication à long terme. La différence entre faire le bon choix et faire un mauvais choix dépasse largement le prix d’achat. Elle influence votre consommation d’énergie quotidienne, vos taux de rejet, la satisfaction de vos clients et, en fin de compte, votre position concurrentielle.
De mon point de vue d'usine, les clients qui réussissent avec les investissements dans les fours sont ceux qui prennent le temps dès le départ d’évaluer précisément leurs besoins, de comprendre le flux de travail complet de leur ligne, et d’adapter le four à des objectifs de production réalistes — pas à des maximums théoriques ou à une croissance aspirée qui ne se concrétise jamais. Ils s’engagent également dans la maintenance préventive, ce qui ajoute un coût minimal mais multiplie la durée de vie et la fiabilité de l’équipement.
Si vous évaluez un four de pulvérisation de poudre pour votre installation, je vous encourage à regarder au-delà du prix initial. Calculez le coût total de possession. Vérifiez si votre infrastructure peut le supporter. Confirmez que le four est dimensionné pour votre rythme de production réel, et non surdimensionné pour une demande future hypothétique. Et planifiez son intégration avec votre cabine de pulvérisation, votre section de refroidissement et vos systèmes de manutention des matériaux.
Le four qui semble coûteux au départ devient souvent le choix le plus économique à long terme — et il offre la qualité et la fiabilité que vos clients attendent.
Si vous souhaitez discuter de la taille du four, de l’intégration de la ligne ou de l’optimisation énergétique pour votre scénario de production spécifique, je suis disponible pour examiner vos besoins et recommander des solutions adaptées à votre opération. Contactez-moi via WhatsApp au +33614668879 ou par email à ketumachinery@gmail.com. Nous pouvons organiser une consultation détaillée pour explorer la meilleure approche pour votre installation.